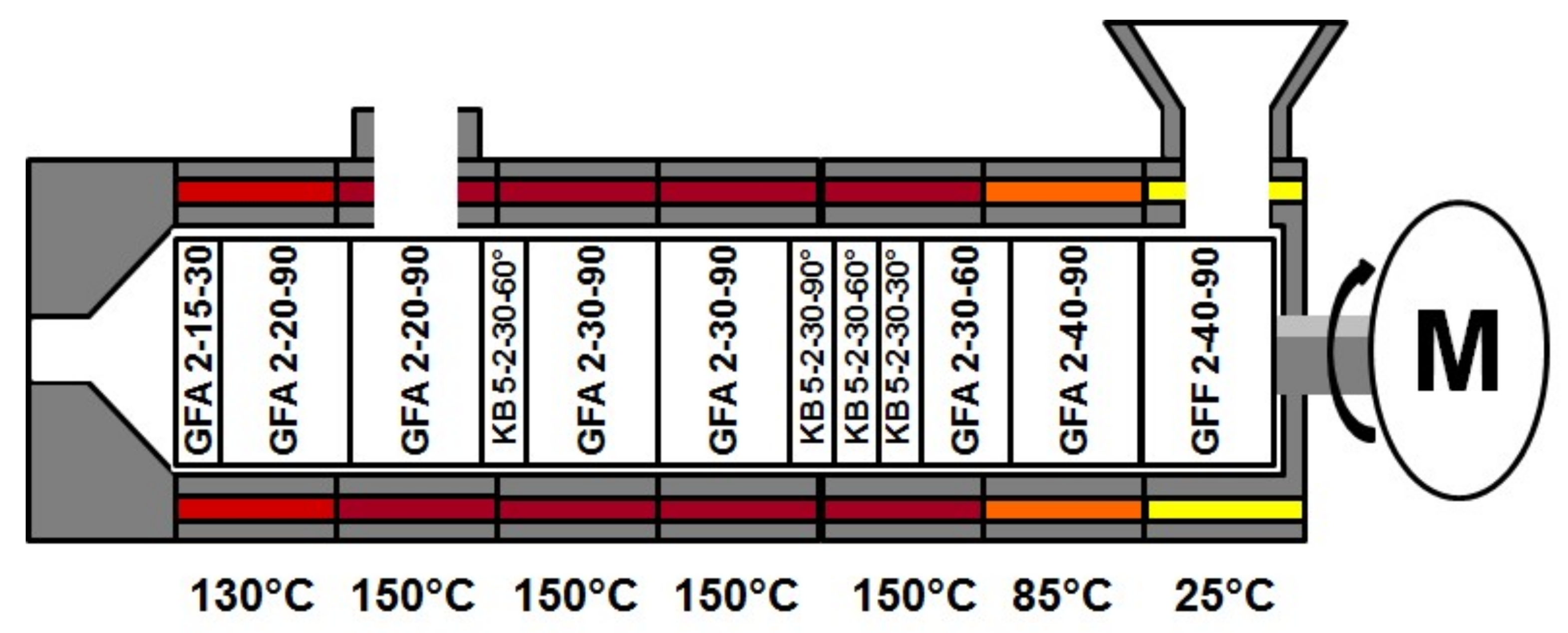
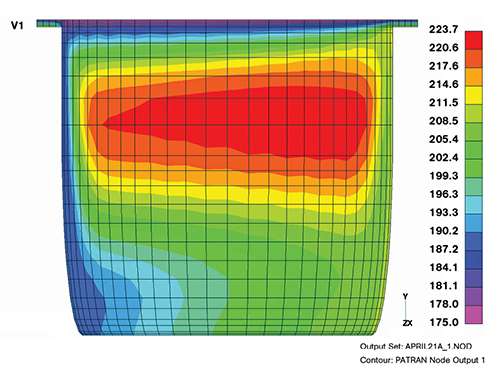
extrusion temperature profile
Melt temperature data are deceptively consistent if measured at the same place and insertion depth but the real temperature may be very different elsewhere. Orifice dies multistage dies and tapered profile dies.

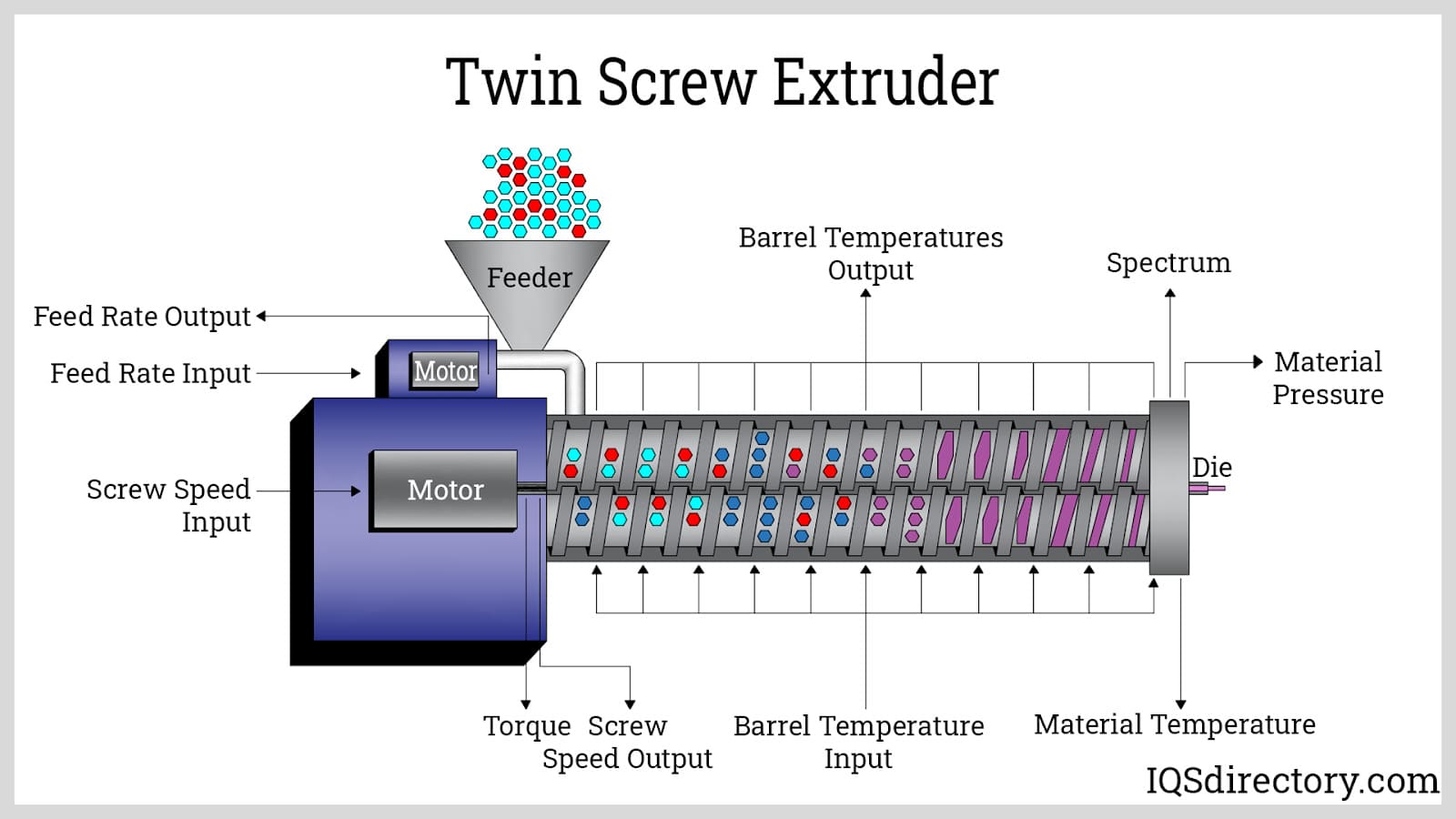
Plastic Extrusion Process
Q The rate of heat of transfer Btuhr lbhr specific heat melt temperature minus exit temperature.

. 150C at infeed zone to 205C at the die gives highest output. The term heat-stabilized refers to these service temps. Single Screw Extruder with vacuum grooved feeding section Screw Design.
Some of these costs are due to the die design. The approach of using the narrowest possible flights has been common for years in foam cooling screws and other melt. Multi-wavelength with Static ESP Technology.
When optimum temperatures are reached it is known as the temperature profile. Guidance on settings for injection moulding our TPE compounds. And to work materials that are brittle because the material encounters only compressive and shear stresses.
For instance simple geometrical shapes can cost about USD 515. At present three types of profile dies are used. In most processes a heating profile is set for the barrel in which three or more independent PID-controlled heater zones gradually increase the temperature of the barrel from the rear where the plastic enters to the front.
By substituting an actual extrusion condition in this simple formula your overall heat-transfer coefficient Uo can be determined. Understanding Plastic Extrusion. While complicated designs of aluminum extrusion profiles will cost even more.
It is the screw. Dont confuse process temperatures with service temperatures especially with materials like nylons which may be at 500 F for a minute or less in processing but the product may have to resist 350 F for an hour or 200 F for months. This is not a radical concept.
150 205C should not exceed 205C. Basically the orifice die consists of a die base and a die plate in which the profile is formed. All thermal performance data for one inch of extrusion All data is for Tambient 25C and P 10W MPN L mm W mm H of mmFins R 200 lfm oCW R 400 lfm oCW R 600 lfm CW R 800 lfm oCW R natural convection oCW R 200 lfm oCW Ducted ATS-EXL71-300-R0300 37 8 15 95 52 41 35 364 4 ATS-EXL71-1220-R01220.
This will often improve feeding and therefore the rate. The molten plastic is passed through a die to give. Barrier Screw 25 - 30 LD Compression Ratio.
Profile extrusion refers to the extrusion of polymer melts through dies of cross sections that are neither round annular or rectangular with an aspect ratio WH greater than 100. In some classic experiments done 20 to 30 years ago variation across a circular flow path was shown to be as high as 55 F and if it was only 10 F that was considered very good. And since cooling often controls the output of many extrusion operations its important to process at the lowest usable temperature.
Extrusion is a process used to create objects of a fixed cross-sectional profile by pushing material through a die of the desired cross-section. In extrusion of a thermoplastic heating first softens the material so that it can be shaped. U₀ The overall heat-transfer coefficient.
PP - Polypropylene Extruder. Single Screw with vacuum grooved feeding section Screw Design. Most extruders are single screw machines.
20 K above melting point of resin. Since hollow aluminum extrusion profile will require 2 piece die. This is meant as a general guide.
Its two main advantages over other manufacturing processes are its ability to create very complex cross-sections. Temperature profiles vary greatly and include. Barrier Screw 25-30 LD Compression Ratio.
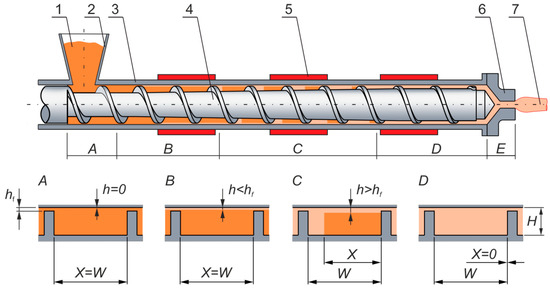
The rotating screw helps in pushing down a heated barrel to a given temperature. Temperatures in first heating zone should be set app. Accurate across ALL relevant temperature ranges.
This heat softening is called by various names such as plastication plasticization or thermal softening. Extrusion temperature profile Source publication 15 Development of nanofibrillar morphologies in poly L-lactidepoly amide blends. A cold die will restrict flow where as a too-hot die will affect dimensions.
The extrusion machine or extruder does this process. Compression ratio should be low the melt sections should be fairly deeply threaded and the LD ratio should be 201. Q U₀A₀ΔT₀ when.
PE-HD - High-density polyethylene Extruder. Assumes reasonably predictable surface character conditions. It implies inclusion of antioxidant additives but not necessarily the same.
The desired extrusion temperature is rarely equal to the set temperature of the barrel due to viscous heating and other effects. The die temperature will also influence output and will have an effect on the dimensions of the extrudate. 180-205C 356-401F Melt Temperature.
If the rate seems too low try raising the set points on zones 2 and 3 above the set points of the other zones to form a hump in the profile. A Mobay processing handbook indicates that a 10-deg-F change in a 390F rear barrel zone can affect screw power by as much as 20 percent in extrusion of Texin 355D polyurethane. Use the power law coefficient as a guide to the effectiveness of this approach.
It might be of advantage to reduce the temperature setting in the adapter and die slightly to increase stiffness of melt leaving the die eg. Increasing temperature profile from first heating zone to tip of extruder. Please consult your material and.
No 3 hours at 105-110C 221-230F for regrind Calibration. A hollow design of the same size may cost about USD 950. This allows the plastic beads.
Accurate for temperatures below 900F500C. A Du Pont nylon extrusion study noted that exit-melt-pressure fluctuations were seven times more extreme after the temperature of the two rear zones was dropped 50 deg F. The plastic extrusion process is a straightforward procedure that involves melting down resin beads raw thermostat material filtering it and then designing it into a given shape.
If the temperatures on the first few zones are set too low you will sometimes see small gels or unmelted particles in the extrudate. 200-250C 392-482F Melt Temperature. Role of the matrix elasticity and identification of the.

Barrel Temperature An Overview Sciencedirect Topics
Extruder Barrel Temperature Settings Download Table
2

Barrel Temperature Profiles In C Download Scientific Diagram

Extruder Barrel Temperature Settings Temperature Settings Set Download Table
2

Extruder Barrel Temperature Settings Download Table
Pharmaceutics Free Full Text Inline Determination Of Residence Time Distribution In Hot Melt Extrusion Html

Optimize Barrel Temperatures For Barrier Screws Plastics Technology
Plastic Extrusion What Is It How Does It Work Process

Example Of A Temperature Profile Of Plastic Extrusion Download Scientific Diagram

Understanding Viscosity In Extrusion Plastics Technology
2
2

Initial Extrusion Conditions For The Pp And Hdpe Resins Used In This Download Scientific Diagram
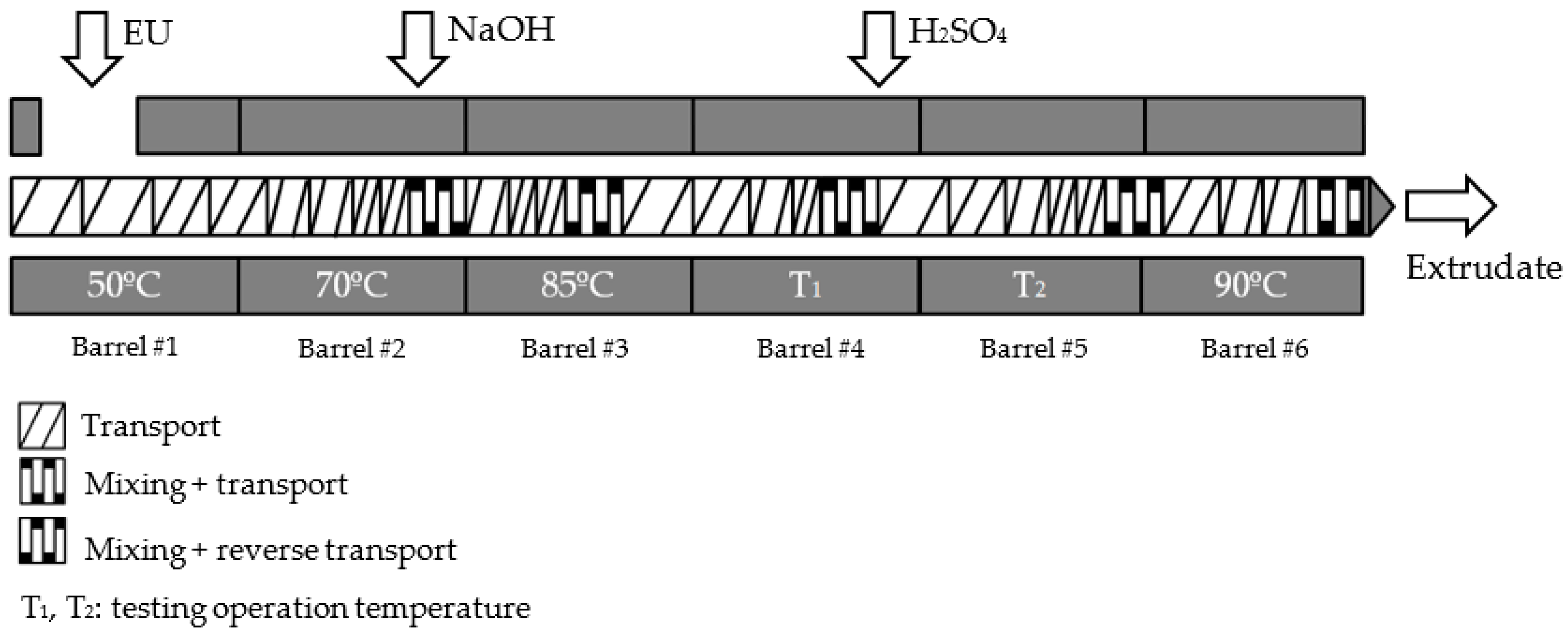
Energies Free Full Text Study Of The Application Of Alkaline Extrusion To The Pretreatment Of Eucalyptus Biomass As First Step In A Bioethanol Production Process Html

Example Of A Temperature Profile Of Plastic Extrusion Download Scientific Diagram
Polymers Free Full Text Fundamentals Of Global Modeling For Polymer Extrusion Html
The Role Of Screw Design In Efficient Extrusion Of Medical Devices Plastics Technology



Comments
Post a Comment